Общие сведения
При длительной эксплуатации машин изнашивание деталей сопровождается снижением эксплуатационных показателей, что в частности вызывает ухудшение качества изготавливаемых изделий и выполняемых работ. Изнашивание рабочих поверхностей деталей нередко требует их полной замены. Это повышает себестоимость производства из-за больших амортизационных отчислений. В ряде случаев изготовление деталей целиком из износостойкой легированной стали нерационально в связи с трудностью обработки и высокой стоимостью стали. Поэтому для решения задач повышения эксплуатационных показателей и увеличения срока службы деталей машин используют различные способы поверхностного упрочнения, в частности наплавку, нашедшую широкое применение в производстве разнообразных изделий – от крупногабаритных, таких как валки прокатных станов (металлургия), сосуды высокого давления, до мелких деталей типа седел и клапанов двигателей внутреннего сгорания.
Появление технологии наплавки относят к 1896 г., когда Спенсер получил патент на изобретение. Однако промышленное применение началось несколько позже. В частности, в 1922 г. братья Студи впервые осуществили в США наплавку коронок нефтяного бура способом газовой сварки с использованием присадочного материала в виде стальной трубки, заполненной хромовым сплавом. Примерно в это же время была осуществлена наплавка клапанов ДВС с помощью изобретенного Хейнзом сплава – стеллита (кобальтохромовольфрамового сплава). В первое время для наплавки использовали газовую сварку, но впоследствии по мере развития технологии сварки стали использовать и другие способы. Начало автоматической наплавки относится к 1939 г., когда советские специалисты Михайлов и Ларионов осуществили наплавку с помощью покрытых электродов прямоугольного сечения.
Наплавка сыграла большую роль в деле увеличения производительности труда, повышения качества продукции и экономии сырья при производстве промышленного оборудования, его эксплуатации и ремонте.
Обращаем ВАШЕ ВНИМАНИЕ на то, что ООО «ПФ «ТЕХНАП» предлагает услуги по газотермическому напылению и наплавке как новых деталей (нанесение покрытий со специальными свойствами), так и бывших в эксплуатации, имеющих повреждения рабочей поверхности (восстановление геометрических размеров).
 Электродуговая наплавка. Порошковая проволока
Электродуговая наплавка. Порошковая проволока  Электродуговая наплавка. Наплавленный слой, восстановление геометрии детали типа "вал"
Электродуговая наплавка. Наплавленный слой, восстановление геометрии детали типа "вал"
 Электродуговая наплавка. Автоматизированная наплавка плоских поверхностей, наплавка концов рельсов
Электродуговая наплавка. Автоматизированная наплавка плоских поверхностей, наплавка концов рельсов  Электродуговая наплавка. Автоматизированная наплавка железнодорожный крестовин
Электродуговая наплавка. Автоматизированная наплавка железнодорожный крестовин
 Электродуговая наплавка. Автоматизированная наплавка валика подвески железнодорожного вагона
Электродуговая наплавка. Автоматизированная наплавка валика подвески железнодорожного вагона  Электродуговая наплавка. Внешний вид наплавленного слоя, конец ж.д. рельса
Электродуговая наплавка. Внешний вид наплавленного слоя, конец ж.д. рельса
ГАЗОВАЯ НАПЛАВКА (Gas welding)
 Газовая наплавка, процесс формирования наплавленного слояГазовая наплавка – один из способов сварки плавлением, протекающей в условиях частичного оплавления основного металла при использовании в качестве источника нагрева высокотемпературного пламени, получаемого при сжигании смеси горючего газа с кислородом. Горючий газ, используемый при газовой наплавке, должен удовлетворять следующим требованиям:
Газовая наплавка, процесс формирования наплавленного слояГазовая наплавка – один из способов сварки плавлением, протекающей в условиях частичного оплавления основного металла при использовании в качестве источника нагрева высокотемпературного пламени, получаемого при сжигании смеси горючего газа с кислородом. Горючий газ, используемый при газовой наплавке, должен удовлетворять следующим требованиям:
- высокая температура пламени при сгорании;
- высокая скорость горения;
- высокая теплота сгорания.
Ацетилено-кислородное пламя, обеспечивающее нагрев до высоких температур, наиболее приемлемо для газовой наплавки, поэтому само понятие газовой сварки обычно ассоциируется именно со сваркой этим пламенем. При наплавке, в отличие от сварки, желательна малая глубина проплавления основного металла, поэтому наплавку выполняют способом скоростной сварки (способом Линда). При наплавке таким способом используют горелку с соплом большого диаметра, нагревая основной металл науглероживающим пламенем.
 Газовая наплавка, процесс формирования наплавленного слояГазовая наплавка обеспечивает следующие преимущества:
Газовая наплавка, процесс формирования наплавленного слояГазовая наплавка обеспечивает следующие преимущества:
- незначительное проплавление основного металла;
- возможность наплавки мелких деталей сложной формы;
- уменьшение вероятности возникновения трещин, поскольку процесс наплавки включает предварительный подогрев и последующее замедленное охлаждение изделия;
- низкая стоимость сварочного оборудования.
Вместе с тем для газовой наплавки характерны и недостатки:
- низкая производительность при наплавке массивных деталей, требующих продолжительного предварительного подогрева;
- высокая квалификация сварщика.
ДУГОВАЯ НАПЛАВКА ПОКРЫТЫМ ЭЛЕКТРОДОМ (MMA - Manual Metal Arc)
 Электродуговая наплавкаНаплавку этим способом, основанным на использовании электродов в виде стержней с покрытием, осуществляют обычно вручную, поэтому такой способ называют также ручной дуговой наплавкой. Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов в состав наплавленного металла. Широкое применение в практике дуговой наплавки имеют покрытия карбонатно-рутиловое, основное и высокорутиловое. В состав электродного покрытия вводят также шлакообразующие и газообразующие компоненты, раскислители, стабилизирующие и легирующие добавки.
Электродуговая наплавкаНаплавку этим способом, основанным на использовании электродов в виде стержней с покрытием, осуществляют обычно вручную, поэтому такой способ называют также ручной дуговой наплавкой. Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов в состав наплавленного металла. Широкое применение в практике дуговой наплавки имеют покрытия карбонатно-рутиловое, основное и высокорутиловое. В состав электродного покрытия вводят также шлакообразующие и газообразующие компоненты, раскислители, стабилизирующие и легирующие добавки.
Дуговая наплавка покрытым электродом отличается низкой стоимостью оборудования, возможностью выполнения наплавки в ручную, что обеспечивает этому способу самое широкое применение для наплавки не только черных, но и цветных металлов.
Ручная наплавка уступает автоматическим и полуавтоматическим способам по скорости выполнения процесса.
ДУГОВАЯ НАПЛАВКА ПОД ФЛЮСОМ (Flux-cored wires for arc welding and surfacing) Электродуговая наплавка под слоем флюса
Электродуговая наплавка под слоем флюса
Название этого способа связано с тем, что дуга при наплавке электродными материалами (проволокой, лентой) скрыта под слоем гранулированного флюса, предварительно насыпаемого на поверхность основного металла. Возможность наплавки при большой силе тока и высокой погонной энергии обеспечивает этому способу высокую производительность при хорошем качестве наплавляемого металла, и благодаря этому данный способ занимает господствующее положение в области автоматической наплавки.
Дуговая наплавка под флюсом имеет следующие преимущества:
- высокая производительность процесса при наплавке изделий простой формы с большой площадью наплавляемой поверхности;
- простота осуществления процесса, не требующего высокой квалификации сварщика;
- возможность получения хорошего внешнего вида валика;
- хорошие условия труда, связанные с отсутствием разбрызгивания электродного металла (поскольку дуга скрыта под слоем флюса).
Вместе с тем этому способу наплавки присущи следующие недостатки:
- более высока стоимость оборудования, чем для ручной дуговой наплавки покрытыми электродами;
- непригодность для наплавки мелких изделий сложной формы.
 Электродуговая наплавка под слоем флюса Наплавка электродной проволокой под флюсом может быть осуществлена во многих вариантах с использованием наплавочной проволоки разнообразного состава и различных флюсов. При наплавке этим способом в полную меру используют технологические приемы повышения производительности, включая применение многоэлектродных сварочных головок, нагрев наплавочной проволоки электросопротивлением и применение присадочных материалов.
Электродуговая наплавка под слоем флюса Наплавка электродной проволокой под флюсом может быть осуществлена во многих вариантах с использованием наплавочной проволоки разнообразного состава и различных флюсов. При наплавке этим способом в полную меру используют технологические приемы повышения производительности, включая применение многоэлектродных сварочных головок, нагрев наплавочной проволоки электросопротивлением и применение присадочных материалов.
Многоэлектродную наплавку осуществляют обычно способом, при котором дуга возникает между двумя электродами. Преимущество этого способа связано с косвенным дуговым нагревом основного металла, обеспечивающим небольшое его проплавление в сочетании с высокой скоростью плавления электродной проволоки.
Использование нагрева проволоки электросопротивлением при дуговой наплавке под флюсом характеризуется тем, что увеличение вылета электродной проволоки сопровождается повышением скорости наплавки и снижением степени влияния основного металла на состав наплавленного слоя.
При обычной одноэлектродной наплавке под флюсом во избежание чрезмерного проплавления основного металла необходимо применение следующих мер:
- тщательный выбор наплавочного материала с учетом влияния основного металла на состав наплавленного слоя;
- ограничение глубины проплавления путем более плотной укладки наплавляемых валиков;
- обеспечение должной толщины наплавленного слоя за счет многослойной наплавки.
 Электродуговая наплавка электродной лентой под флюсом Наплавка электродной лентой под флюсом. Наплавку данным способом осуществляют с помощью электрода в виде широкой стальной ленты, расположенной в процессе наплавки практически под прямым углом к основному металлу. Наплавка ленточным электродом обладает следующими преимуществами:
Электродуговая наплавка электродной лентой под флюсом Наплавка электродной лентой под флюсом. Наплавку данным способом осуществляют с помощью электрода в виде широкой стальной ленты, расположенной в процессе наплавки практически под прямым углом к основному металлу. Наплавка ленточным электродом обладает следующими преимуществами:
- получение плоского валика наплавленного металла, достаточно большой ширины (примерно равной ширине ленточного электрода);
- возможность наплавки слоя требуемой толщины за один-два прохода, что обусловлено малой глубиной проплавления основного металла и в связи с этим незначительным влиянием его на состав наплавленного слоя (доля разбавления составляет 10-20 %);
- высокая производительность в связи с возможностью наплавки с высокой скоростью при большой силе тока.
Рассматриваемый способ получил быстрое развитие и нашел широкое применение для наплавки коррозионно-стойкой стали, сплава «никонель» и других коррозионно-стойких наплавочных материалов.
ЭЛЕКТРОДУГОВАЯ НАПЛАВКА ПОРОШКОВОЙ ПРОВОЛОКОЙ (Flux cored wire)
 Электродуговая наплавка порошковой проволокойНаплавка без защитной среды, осуществляется порошковой проволокой при отсутствии подачи флюса или защитного газа в зону дуги. Наплавка открытой дугой порошковой проволокой обладает следующими преимуществами:
Электродуговая наплавка порошковой проволокойНаплавка без защитной среды, осуществляется порошковой проволокой при отсутствии подачи флюса или защитного газа в зону дуги. Наплавка открытой дугой порошковой проволокой обладает следующими преимуществами:
- простота используемого оборудования и технологии, связанная с отсутствием необходимости применения защитного газа и флюса;
- возможность наплавки в полевых условиях, поскольку ветер практически не оказывает влияния на процесс наплавки;
- сравнительная простота введения легирующих элементов в наплавленный металл, состав которого можно регулировать в широких пределах.
Проблема наплавки этим способом, связанная с обильным выделением дыма, решена разработкой специального дымового коллектора.
НАПЛАВКА В СРЕДЕ УГЛЕКИСЛОГО ГАЗА (MIG/MAG)
 Электродуговая наплавка в среде углекислого газаНаплавка плавящимся электродом в среде защитного газа протекает в условиях газового потока со стороны подачи электродной проволоки (наплавочного материала), что обеспечивает защиту зоны дуги от окружающего воздуха.
Электродуговая наплавка в среде углекислого газаНаплавка плавящимся электродом в среде защитного газа протекает в условиях газового потока со стороны подачи электродной проволоки (наплавочного материала), что обеспечивает защиту зоны дуги от окружающего воздуха.
В качестве защитного газа используют СО2, хотя в последнее время распространена практика наплавки в смеси углекислого газа с аргоном и другими инертными газами. Все эти варианты носят общее название наплавки плавящимся электродом в среде защитного газа.
При осуществлении износостойкой наплавки в СО2 используют проволоку сплошного сечения или порошковую проволоку. Основное преимущество наплавки в СО2 состоит в возможности повышения производительности процесса за счет его осуществления в автоматическом или полуавтоматическом режиме. Недостаток этого способа, присущий и другим способам с применением защитных газов, связан с невозможностью работы на открытом воздухе из-за влияния ветра на процесс наплавки.
НАПЛАВКА В СРЕДЕ ИНЕРТНОГО ГАЗА
 Электродуговая наплавка в среде инертного газаСпособ состоит в дуговой наплавке при защите зоны дуги аргоном, гелием или иным инертным газом. Наплавку в среде инертного газа осуществляют в двух вариантах: плавящимся и вольфрамовым электродами.
Электродуговая наплавка в среде инертного газаСпособ состоит в дуговой наплавке при защите зоны дуги аргоном, гелием или иным инертным газом. Наплавку в среде инертного газа осуществляют в двух вариантах: плавящимся и вольфрамовым электродами.
Наплавка плавящимся электродом в среде защитного газа характеризуется тем, что дуга возникает между основным металлом и электродным наплавочным материалом. Наплавка протекает в условиях автоматической подачи электродной проволоки. В качестве защитного газа чаще всего используют аргон, хотя при работе в среде чистого аргона дуга теряет стабильность при наплавке любого металла, кроме алюминиевых сплавов. С целью стабилизации дуги при наплавке стали к аргону добавляют до 20 % кислорода или углекислого газа, что существенно влияет на процесс наплавки. Поэтому задача получения наплавленного металла с заданными свойствами требует тщательного выбора состава защитного газа.
Наплавка неплавящимся вольфрамовым электродом в среде инертного газа характеризуется тем, что дуга, за счет теплоты при которой происходит плавление наплавочного присадочного металла, возникает между основным металлом и вольфрамовым электродом. Процесс аргонодуговой наплавки, сходный с газовой наплавкой, протекает в условиях подачи наплавочного прутка и его плавления дугой. Применение механизированных средств подачи наплавочного материала с постоянной скоростью позволяет осуществлять наплавку в автоматическом или полуавтоматическом режимах.
Применение инертного газа исключает необходимость использования флюса, поэтому данный способ особенно эффективен при наплавке цветных металлов, высоколегированных сталей и других материалов, чувствительных к окислению и азотированию. Высокое качество наплавленного металла обеспечивается широким выбором наплавочных материалов.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ НАПЛАВКИ
Наплавке подвергают основной металл самых разнообразных классов и видов, включая стали: углеродистую, низколегированную, литую, высокомарганцовистую аустенитную, коррозионно-стойкую и другие.
Углеродистая и низколегированная стали обладают вполне удовлетворительной пластичностью и вязкостью, однако высокий уровень их углеродного эквивалента требует применения при наплавке предварительного подогрева как средства предотвращения образования в них трещин. В связи с большим многообразием отливок нет единых рекомендаций, относящихся к их наплавке, однако при выборе режимов предварительного подогрева и наплавки необходимо учитывать толщину заготовок, размер кристаллического зерна и наличие ликвации основного металла.
При наплавке углеродистой и низколегированной стали углеродный эквивалент используют, как показатель свариваемости. Углеродный эквивалент определяют по формуле
Сэ= С + 1/6 Mn + 1/24 Si + 1/40 Ni + 1/5 Cr + ¼ Mo + 1/14 V.
В зоне, примыкающей к наплавленному слою, происходит изменение свойств основного металла под влиянием теплоты процесса наплавки. В этой зоне, называемой зоной термического влияния, металл имеет максимальную твердость и наибольшую чувствительность к трещинам. Повышение углеродного эквивалента основного металла сопровождается максимальным повышением твердости в зоне термического влияния. Поэтому при наплавке углеродистой и низколегированной сталей углеродный эквивалент служит показателем, используемым для оценки сварочных свойств основного металла, а так же для выбора режима предварительного подогрева.
Между углеродным эквивалентом и максимальной твердостью в зоне термического влияния существует практически линейная зависимость, выражаемая уравнением, выведенным для случая наплавки листа толщиной 20 мм покрытыми электродами диаметром 4 мм (I=170 А, Vн= 15 см/мин):
Н max= (660 Сэ + 40) ± 40,
где Н max – максимальная твердость в зоне термического влияния по Виккерсу (нагрузка 100 Н); Сэ – углеродный эквивалент.
Джексон предложил следующий режим предварительного подогрева деталей из указанных сталей для разной максимальной твердости в зоне термического влияния: изложенное выше относится к проблеме появления трещин замедленного разрушения. При наплавке в большинстве случаев проблему составляет предотвращение образования горячих трещин, механизм возникновения которых состоит в следующем. Во время кристаллизации наплавленного металла на границах кристаллического зерна образуется легкоплавкий расплав (эвтектика), наличие которого на границах зерна становится причиной разрушения металла под влиянием усадочной деформации. Для оценки чувствительности к горячим трещинам Уилкинсон предложил показатель H.C.S. (склонность к горячим трещинам), рассчитываемый по уравнению
При H.C.S.<1,7 горячие трещины не возникают. Условием возникновения горячих трещин при наплавки является H.C.S. >2 (известно, что при обычной сварке низколегированной стали трещины начинают возникать при H.C.S.=4)
Высокомарганцовистая аустенитная сталь обладает низкой теплопроводностью и высоким коэффициентом линейного расширения (в 1,5 раза больше, чем для низкоуглеродистой стали), что создает опасность растрескивания при наплавке.
Коррозионно-стойкие стали по структурному признаку можно разделить на пять следующих групп: аустенитная, мартенситная, ферритная, аустенитно-ферритная, дисперсионно-упрочняемая.
Аустенитная коррозионно-стойкая сталь обладает высокими сварочно-технологическими свойствами, однако она склонна к деформации при сварке, поскольку ее коэффициент линейного расширения в 1,5 раза больше, а теплопроводность в 3 раза меньше, чем для низкоуглеродистой стали. Для предотвращения охрупчивания при наплавке рекомендуется снижать температуры ее предварительного подогрева и разогрева (между проходами).
Мартенситная коррозионно-стойкая сталь, обладая закаливаемостью, отличается низкой свариваемостью; при высоком содержании углерода сварка этой стали становится невозможной из-за интенсивного растрескивания.
Ферритная коррозионно-стойкая сталь, не склонная к закалке при охлаждении на воздухе, может подвергаться сварке, однако из-за склонности к охрупчиванию по причине укрупнения кристаллического зерна при температуре выше 900 °С при наплавке этой стали происходит охрупчивание зоны термического влияния, которое можно предотвратить путем предварительного подогрева (100 – 200 °С) и ограничения погонной энергии. Во время длительной выдержки при температуре 400 – 500 °С эта сталь подвержена охрупчиванию (при 475 °С), что выражается в значительном снижении относительного удлинения металла при нормальной температуре.
Состав и твердость наплавленного металла.
Основной металл оказывает существенное влияние на состав и твердость наплавленного металла. В частности, составы первого и второго слоев, наплавленных порошковой проволокой в среде углекислого газа на подложку из низкоуглеродистой стали, отличаются от составов соответствующих слоев, наплавленных такой же проволокой при тех же условиях на подложку из среднеуглеродистой стали, что проявляется в различии твердости этих слоев. Влияние основного металла на твердость наплавленного металла перестает сказываться только после третьего слоя.
Состав n – го слоя наплавленного металла можно рассчитать по уравнению
Сw=Cf + (P/100)n (Cp – Cf),
где Сw – содержание элемента в n – м слое наплавленного металла, %; Cf – содержание элемента в неразбавленном металла, %; Cp – содержание элемента в основном металле, %; n – число наплавленных слоев; Р – степень проплавления, %; Р=[А/(А+В)]100; А – площадь наплавленного металла по сечению валика; В – площадь участка проплавления основного металла по сечению валика.
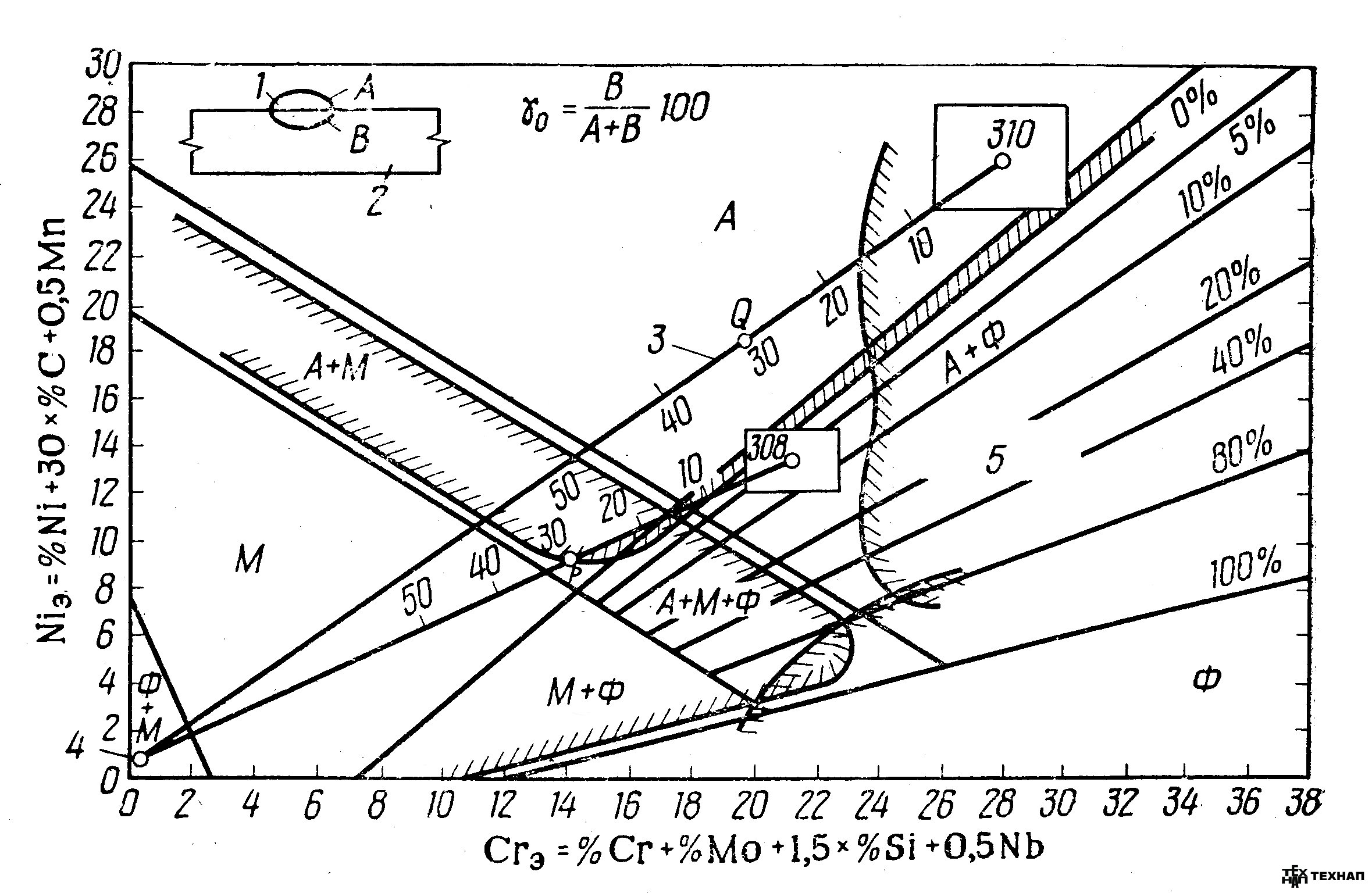
При наплавке коррозионно-стойкой стали на низкоуглеродистую или низколегированную сталь структура наплавленного металла может быть определена с помощью диаграммы Шеффлера, представленной на рисунке. Линии с косыми штрихами на рисунке ограничивают области возникновения трещин или охрупчивания под влиянием термообработки. Следовательно, материалы и режим наплавки необходимо выбирать с ориентацией на треугольную область диаграммы Шеффлера, ограниченную значениями хромового эквивалента в пределах 18 – 24 % и никелевого эквивалента в пределах 7 – 18 %. Из диаграммы следует, что при наплавке на низкоуглеродистую сталь коррозионно-стойкой стали 308 (с долей основного металла в наплавленном 30 %) структура наплавленного слоя, соответствующая точке Р, состоит из смеси аустенита с мартенситом. При образовании такой структуры существует опасность возникновения трещин. Для того чтобы при наплавке на низкоуглеродистую сталь получить наплавленный металл, полностью соответствующий составу коррозионно-стойкой стали 308, наплавку необходимо выполнять сталью 309 с более высоким содержанием легирующих элементов (25 % Cr и 12 % Ni). В связи этим при наплавке разнородного (по отношению к материалу подложки) металла часто прибегают к наплавке подслоя из стали 309.
Переход углерода.
Важнейшая проблема, возникающая при наплавке коррозионно-стойкой стали на низколегированную, состоит в том, что при последующей длительной термообработке на границе между основным и наплавленным металлом образуется хрупкий науглероженный слой, который становится причиной возникновения трещин при испытаниях на боковой изгиб. Микроструктура на участке этого граничного слоя показана на рисунке.
Верхняя часть снимка соответствует слою, наплавленному аустенитной коррозионно-стойкой сталью, горизонтальная темная полоса в середине – граничный слой с повышенной концентрацией углерода, возникающий в результате его диффузии из основного металла при термообработке. В основном металле непосредственно под науглероженным слоем обычно возникает обезуглероженный слой.
Возникновение науглероженного слоя связано с диффузией углерода из состава основного металла в наплавленный металл, имеющий в составе элементы с большим химическим сродством к углероду. Это обусловлено большой разностью по содержанию углерода между основным и наплавленным металлами, а также разностью по содержанию в них карбидообразующих элементов (хрома, титана, ниобия). Содержание углерода в граничном науглероженном слое, зависящее от режима термообработки, состава основного и наплавленного металлов, часто превышает 2 %.